
カスタム板金製作
厳しい公差、ISO 認定の品質、迅速なグローバル納品を備えたラピッドプロトタイピングと大量生産のための精密板金部品。
ISO認証取得
最低額なし
幅広い材質と仕上げのオプション

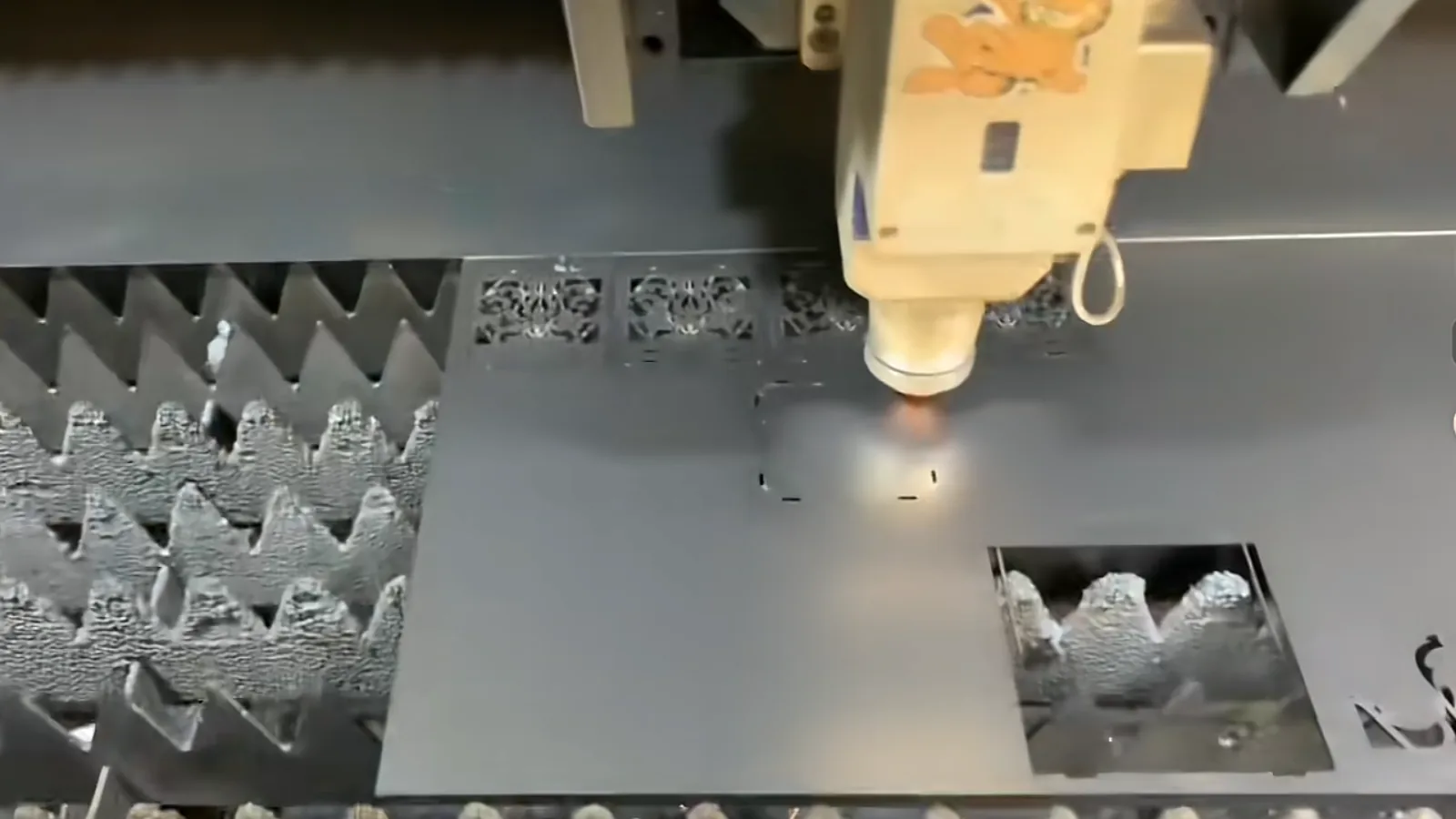
GSG-Tech で精密板金加工が可能
レーザー カッター、プレス ブレーキ、溶接機など 50 台以上の高度な機械を備え、試作から量産まで部品を供給しています。



カスタム板金製作用の材料
豊富な種類の金属からお選びいただけます。各材料は、プロジェクトのニーズに完全に適合するよう、その独自の特性に基づいて選択されています。
金属

アルミニウム
軽量で耐食性があり、高い強度対重量比を特徴とするアルミニウムは、航空宇宙産業、自動車産業、建設産業に最適です。機械加工性も優れています。
色:
シルバー
グレード:アルミニウム 5052、5083、6061
リードタイム:約5営業日
GSG-Tech 板金加工能力
GSG-Tech では、プロトタイピングと生産の両方を高精度かつ効率的にサポートするように設計された包括的な板金加工ソリューションを提供しています。
| 特徴 | 説明 |
|---|---|
| 最大シートサイズ | 標準処理では最大 5 フィート × 10 フィート (1.52 m × 3.05 m) のシート サイズがサポートされており、プロジェクト要件に基づいてさらに大きなフォーマットも利用できます。 |
| リードタイム | 部品の複雑さや注文量にもよりますが、通常は最短 3 営業日で納期がかかります。 |
| 材料の厚さ | 当社では通常、0.6 mm ~ 6 mm (0.024 インチ~0.250 インチ) の範囲のシート厚を加工しますが、ご要望に応じて、より薄い材料やより厚い材料にも柔軟に対応します。 |
| 曲げ能力 | 高度な曲げ装置は長い部品や複雑な形状をサポートし、一貫した角度と再現可能な精度を保証します。 |
| パンチング&カッティング | 高精度のパンチングおよび切断プロセスは、設計ニーズに合わせて幅広い穴サイズと複雑なパターンをサポートします。 |
| 溶接と組立 | 当社は、継ぎ目、構造溶接、完成部品の完全な組み立てなど、プロフェッショナルな溶接サービスを提供します。 |
| 表面仕上げ | 耐久性と外観を向上させるために、粉体塗装、陽極酸化、メッキなどの追加の仕上げオプションも利用できます。 |
カスタム板金の表面仕上げサービス
当社の仕上げソリューションは、部品の耐久性と美観を向上させます。特定のカスタム要件については、お問い合わせください。
機械加工のまま

表面が CNC マシンから直接残されるため、工具跡が目に見える、コスト効率の高いオプションを提供します。
陽極酸化処理

耐食性と耐摩耗性を向上させながら、着色を可能にするため、アルミニウム部品に最適です。
研磨

高光沢仕上げを実現し、表面粗さを低減し、金属の美観を高めます。
サンドブラスト

加圧砂やその他の媒体を使用して表面を洗浄および処理し、均一なマット仕上げを作成します。
つや消し仕上げ

均一方向の細かいテクスチャーを作り出し、表面の跡や傷を目立ちにくくします。
粉体塗装

さまざまな表面に優れた色と質感のオプションを備えた、厚く、耐久性、耐摩耗性のコーティングを提供します。
電気めっき

薄い金属層を部品に接着し、耐摩耗性、耐食性、表面の導電性を高めます。
四三酸化鉄皮膜

耐食性を向上させ、光の反射を最小限に抑える鉄金属用の化成皮膜です。
電解研磨
耐食性を大幅に向上させながら、表面を滑らかにして光沢を与える電気化学プロセス。
アロジン

アルミニウム用のクロメート化成皮膜で、腐食を防止し、塗装の密着性を向上させます。

試作から量産までの板金加工サービス
板金加工設計ガイドライン
GSG-Techの 板金加工設計ガイドラインは、製造性、精度、コスト効率を保証します。材料の厚さ (MT) に基づくこれらのルールは、曲げ、打ち抜き、成形時の亀裂や変形などの欠陥を回避するのに役立ちます。
| 特徴 | 説明 (MT = 材料の厚さ) | 注記 |
|---|---|---|
| 曲げ半径 | 材料の応力や亀裂を防ぐために、推奨される内側曲げ半径は 1X MT から始まります。 | 半径を小さくするとアルミニウムなどの柔らかい金属には効果があるかもしれませんが、より硬い合金の場合はエンジニアリングの見直しが必要です。 CAD モデルでは常に半径を明確に指定します。 |
| 穴の配置 | 構造の完全性を確保するために、穴の端からシートの端まで少なくとも 2X MT を維持してください。 | 穴の間隔が 6X MT の中心間よりも狭い場合、製造中に変形する危険があります。スロットまたは非円形フィーチャーの場合は、最小 4X MT に増やします。 |
| 曲げとフィーチャー間のクリアランス | 成形中の破れを防ぐため、穴または切り抜きは曲げ線から少なくとも 6X MT 離れた位置に配置してください。 | フィーチャが曲げ側にある場合は、この距離に曲げ半径を追加します。 1X MT 幅のリリーフ ノッチは、近くの穴から曲げを分離するのに役立ちます。 |
| 皿穴と深さのルール | 突き抜けのない適切なテーパーを実現するには、最小皿穴深さは 0.6X MT です。 | ウェブの薄化を防ぐために、皿穴 8X MT を他のフィーチャーから配置します。工具寿命を最大限に高めるには、標準の 82° または 90° の角度を使用してください。 |
| エッジブレークとフィレット | 0.5X MT フィレットを内側コーナーに適用して、応力集中を軽減し、曲げでの流れを改善します。 | 鋭利なエッジをすべての露出したエッジにわたって 0.01 ~ 0.02 インチずつ折って、バリや取り扱いの危険を排除します。きれいに分離するには、リリーフカットの深さを 1X MT にする必要があります。 |
板金加工設計ガイドライン
GSG-Techの 板金加工設計ガイドラインは、製造性、精度、コスト効率を保証します。材料の厚さ (MT) に基づくこれらのルールは、曲げ、打ち抜き、成形時の亀裂や変形などの欠陥を回避するのに役立ちます。
| リードタイム段階 | 対応範囲 | 適切な条件 | 代表的な用途 |
|---|---|---|---|
| 迅速な対応 (約 3 日) | レーザー切断、パンチング、バリ取り、基本的な曲げ (≤10-12 曲げ)、標準的なタッピングおよびハードウェア挿入 | 薄いシート材料、単純な形状、複雑さの低い部品 | ブラケット、パネル、カバー、フラットパーツ、取付部品 |
| 標準生産 (約 5 日) | 多段階成形、より厳しい公差、CNC 二次加工機能、より複雑な曲げ | 広い材料厚さの範囲、適度な複雑さの設計 | 筐体、機能部品、構造用板金部品 |
| リードタイムの延長(カスタム) | 溶接、組立、複合成形、表面仕上げ(粉体塗装、メッキ、マーキング、マスキング) | 非常に複雑な部品、複数のプロセス要件、仕上げのニーズ | 溶接、アセンブリ、最終用途製品、多部品システム |
よくある質問
GSG-Tech を選ぶ理由

ISO認証取得
当社の ISO 9001 および ISO 13485:2016 認定の CNC 加工プロセスは、寸法精度、表面の完全性、プロトタイプと生産実行全体にわたる一貫したパフォーマンスを保証します。


98% 予定どおりに納品
高度な CNC 機器、最適化されたスケジューリング、統合製造ネットワークにより、当社は業界をリードするスピードで部品を提供します。


15年以上の経験
当社の経験により、課題を早期に予測し、生産プロセスを最適化し、信頼性の高い高精度部品を一貫して提供することができます。


エンジニアリングサポート
当社の経験豊富なエンジニアリングチームは、設計から納品までお客様と緊密に連携します。
